
摘要:分別闡述了傳統的環錠紡、噴氣渦流紡和轉杯紡的紡紗原理、紗的結構特點。對不同紡紗方式在使用相同原材料和前紡相同的工藝流程及相同的工藝參數的情況下,進行了生產效率、產品質量、生產成本的對比分析。并對噴氣渦流紡和轉杯紡紗機有待提高的方面提出了改進意見。
關鍵詞:環錠紡;噴氣渦流紡;轉杯紡;生產效率;產品質量;生產成本
新型紡紗是相對和傳統環錠紡紗方式而言的,其技術近年來得到了飛速進展,目前紡紗方式和環錠紡截然不同的有轉杯紡、噴氣紡、噴氣渦流紡、摩擦紡、平行紡、自捻紡等新型紡紗技術。還有在環錠紡上通過改造和創新而形成的賽絡紡、賽絡菲爾紡、索羅紡(國內又稱纜型紡)和集聚紡等。從紡紗線品種的適用性和生產成本上來看,具潛力的是噴氣渦流紡。這些紡紗新技術的出現,既有利于紡紗技術和設備水平的提升,也為成紗質量的提高和產品風格的多樣性提供了可靠性的保障。我公司既擁有環錠紡細紗長車,又有引進的瑞士站達紡機公司的R923型半自動轉杯紡紗機和日本村田公司的№861噴氣渦流紡紗機等先進新型紡紗設備,不同紡紗原理而產生的紡紗方式導致了不同的紡紗線結構,而紡紗線結構的差異是引起紡紗線性能變化的主要原因。根據我公司的生產實踐就不同紡紗技術在紡紗原理、產品質量、適紡品種、設備投資、生產成本等方面進展作一簡單探討分析
1紡紗原理
1.1噴氣渦流紡的紡紗原理
噴氣渦流紡紗是將通過三道并條的棉條直接供給到噴氣渦流紡機的四羅拉牽伸裝置,被牽伸的纖維束通過紡紗噴嘴和中空錠子紡成單紗,再將已經紡成的紗經電子清紗器去除紗疵后卷繞到筒子上。
從前羅拉出來的纖維束,通過紡紗噴嘴的軸向氣流的作用,在收束到螺旋狀噴管內的同時被吸引,通過噴管的窄部分,到達寬大的噴嘴室內,受紡紗噴嘴旋轉氣流的影響而擴散。然后在從噴管中心伸出的針的前端部再次收束。此時,通過在針部彎曲的方式,預防向有捻紡紗線的上游傳送。纖維束受旋轉氣流的影響,當后端離開了前羅拉的鉗口點時開始隨氣流旋轉,同時被拉入中空錠子,在已經形成芯的纖維的周圍朝肯定方向(旋轉氣流方向)纏繞,從而形成渦流紡紗的結構特征(見圖1)。所以,從前羅拉的鉗口點到錠子前端為止的距離(圖1中的L),是決策渦流紡紗物理特性的重大因素。加大該距離,則纏繞纖維的比率增加,形成柔軟的實捻的紗。但是距離過大,則落棉率也增加。于是通常將該距離(圖1中的L)設定為比供給棉條的平均纖維的長度略微短些。
1.2轉杯紡的紡紗原理
轉杯紡紗屬于自由端紡紗,轉杯紡在紡紗過程中,纖維由分梳輥轉移出來后,經紡杯滑移面到達紡杯的凝聚槽進行凝聚旋轉并加捻成紗。
條子從條桶中牽引出被喂入紡紗器的分梳裝置中,經分梳輥開松的纖維在負壓作用下被輸送到紡杯的凝聚槽內,纖維以須條狀布置(在分梳過程中,雜質被從開松的纖維中分別出來),前面已經紡成的紗頭在離心力的作用下被甩向凝聚槽,紗頭壓著纖維條并同時加上捻度,將條狀纖維束包覆在有捻度的紗頭上被快速連續抽出形成紗條,經過引紗羅拉和電清裝置后,被引到卷繞羅拉上,在橫動裝置作用下交叉卷繞成筒紗。其大卷裝、接頭少等使其在針織物企業以及針織物產品的應用中受到青睞。但是,轉杯紗較大的捻度和粗硬的手感也為后道針織物產品帶來了不利的影響。
1.3環錠紡的紡紗原理(略)
2紗的結構
2.1渦流紡紗芯的纖維平行度好,沒有捻度,在成紗前經過握持牽伸,紗體表面有等距離規律性(理想狀態下)的包覆纖維,將纖維捆扎在一起。捆扎方向同“Z”向捻度方向相同,紗是內松外緊,柔中帶剛,織物上透氣性能好。
2.2轉杯紡紗在紡紗過程中依靠高速氣流回轉成紗,纖維間平行度較差,紗體表面呈不規則排列、纖維無規律性地纏繞在一起。故紡紗線是內緊外松,強力較低,由于紡紗線捻度較環錠紡紗大,故其織物手感稍硬。
2.3環錠紡紗是纖維在握持狀態下連續加捻而成紗。由于纖維的張力作用,使內外層纖維不斷轉移,增加了纖維之間的滑動阻力,成紗強力較高。
3生產工藝流程
3.1環錠紡紗的工藝流程:
清梳聯(FA203C梳棉機)→JWA1312自調勻整并條機(二道并條)→FA467粗紗機→DTM139細紗機→№21C托盤型自動絡筒機。
3.2渦流紡紗的工藝流程:
清梳聯(FA203C梳棉機)→HSD961AL自調勻整并條機(三道并條)→№861渦流紡紗機。
3.3轉杯紡紗的工藝流程:
清梳聯(FA203C梳棉機)→HSD961AL自調勻整并條機(二道并條)→R923轉杯紡紗機。
4不同紡紗方式的基本技術參數對比
環錠紡普梳產品的生產工藝流程比噴氣渦流紡和轉杯紡要長,多了粗紗和自動絡筒兩個工序。噴氣渦流紡和轉杯紡的工藝流程基本相同,因其牽伸型式不一樣。紗的內部結構不同,可紡支數范圍各有不同,我們在噴氣渦流紡已紡過60S,而轉杯紡高紡到40S。噴氣渦流紡雖耗電量比轉杯紡和環錠紡小,但耗氣量、落棉量、回絲量都比轉杯紡和環錠紡消耗要高。不同的紡紗設備技術參數比較見表1:

5相同原材料的不同紡紗方式的成紗質量對比
我們在原材料、前紡各工序的工藝參數、半成品質量基本一樣的情況下,同時在DTM139、№861和R923機型生產同一規格品種,其各項質量指標見表2:
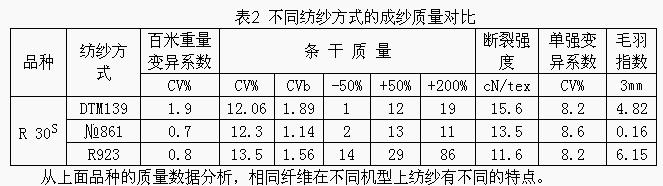
5.1百米重量變異系數
在百米重量變異系數中,新型紡紗比傳統紡紗方式的質量水平要高。這是因為新型紡紗比傳統紡紗方式工藝流程要短,增加一道工序就增加一次質量下降的機會。
5.2條干指標
在條干CV%、細節、粗節質量水平中環錠紡好;其次是噴氣渦流紡。而在+200%的棉結質量指標中噴氣渦流紡比環錠紡和轉杯紡的質量水平好。從個人的收集資料和生產實際中分析,全部品種規格都一樣,噴氣渦流紡產品+200%棉結都優于環錠紡和轉杯紡。而轉杯紡的任何同一產品的粗節和棉結都比噴氣渦流紡和環錠紡的紗要多。其主要原因是在轉杯紡生產中,纖維在并條機伸直后又經過一道分梳和凝聚,就形成了新的纖維灣鉤。
5.3單紗強力指標
單紗斷裂強度是環錠紡好于噴氣渦流紡好于轉杯紡。在不同的規格上單紗斷裂強度差異幅度不一樣。但單紗強力變異系數基本在同一水平。
5.4毛羽指標
成紗毛羽指數(3㎜)和織物抗起毛起球性能是噴氣渦流紡的紗絕對占優勢,是其它紡紗型式不可比的。這就是不同的紡紗原理、不同的紡紗線結構決策了不同的產品質量特點。
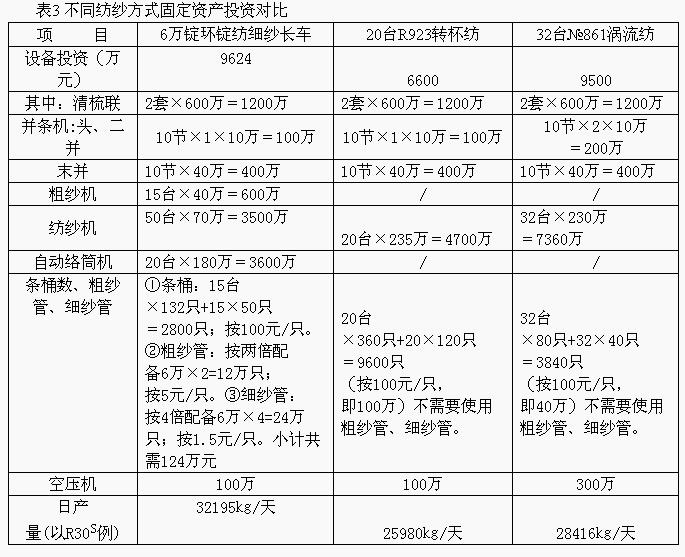
6、設備投資對比
在產品定位相同的前提下,以自動化程度高、降低員工勞動強度、減少萬錠用工和提高生產效率為目的,進行固定資產投資對比分析見表3:
7投資經濟運行對比分析
7.1紡紗速度是衡量紡紗設備性能的主要指標
不同的設備有不同的紡紗速度,即使是同一纖維紡同一規格品種也不一樣,我公司生產的粘膠30S紗,在前紡各工序的原材料、工藝參數、半成品質量都一樣,用不同機型進行生產,其紡紗速度和生產效率數據見表4:

7.2數據分析
從上面數據分析,設備的生產效率相差0.8%~1.6%,單錠產量№861是R923的3倍;是環錠紡的20倍,但№861成紗的千錠時斷頭率是R923的24.5倍、是環錠紡細紗長車的25.5倍。在牽伸部件中,上下皮圈形成的彈性鉗口是影響成紗質量和生產效率的關鍵。上下皮圈工作面和須條直接接觸,產生肯定的摩擦力界,阻擋纖維提前變速。一個柔和而又有肯定壓力的膠圈鉗口,既能操縱短纖維休閑,又能使前羅拉握持的纖維順利抽出,其變速點的分布完量靠近前羅拉鉗口,而離散度小,成紗質量好和斷頭率、單強CV%都會降低,但上銷在生產中出現跳動,成紗粗細節增多,斷頭率和單強CV%都會增加。№861噴氣渦流紡斷頭是自動接頭,80錠需3個自動接頭機,每個接頭機看27錠,而R923轉杯紡是人工接頭,因千錠時斷頭率低,一個值車工可看1800錠。雖然它們的生產效率相差0.8%,但轉杯紡接頭要少,是實在的生產效率,而噴氣渦流紡是靠自動接頭機的電耗和氣耗來保持這種生產效率的,這些都會增加原材料消耗,不利于降低生產成本。
7.3不同紡紗技術的生產運行數據
設備和廠房的投資是屬一次性的固定資產投入,而生產運行成本是長期收益的經濟效益。我們從幾組數據進行對比分析見表5。

我們以生產純粘膠30S產品針織物用紗為例,新型紡紗比環錠紡紗在用人上是占絕對優勢。人員工資按2.5萬元/年,新型紡紗比環錠紡紗每年僅工資一項就可以多創利潤577.5萬元。
7.4培訓操作
由于渦流紡紗機的自動化程度高,操作方法簡單易學,培訓時間很短。我們一名渦流紡擋車工看8臺機的生產。對傳統面料密集型企業將是大的援助解決用工問題。而環錠紡細紗機的擋車工至少需要培養三個月的時間,才能獨站看機臺,且達不到企業定額的看臺標準。
8不同紡紗方式生產的紡紗線用途分析及市場前景簡析
我們認真分析和研究了噴氣渦流紡設備性能,認為其生產品種的范圍具有很大的進展空間。要生產出優質噴氣渦流紡產品,就必須要在工藝、設備、操作、原材料、空調五方面下功夫,做到精、細化治理。我們先后研究開發生產了超級莫代爾、天絲、棉、滌綸、粘膠、羊毛、聚丙烯腈纖維、異型滌綸等混紡化纖織物系列產品。為降低能源消耗,推動面料低碳產品的進展,順應市場需求生產綠色環保紗,我們首創在渦流紡紗機上生產色紗系列產品,為后道工序減少了大量的能源消耗和污水的排放,為面料工作裝增加了更多的花色布料,為公司制造了很好的經濟效益,為社會承擔了一份責任和義務。噴氣渦流紡看似能源消耗大,但其產量、質量、經濟效益都提高了,噴氣渦流紡的織物布料有很大的進展前景。環錠紡紗適用機、針織物用紗,要生產高支紗還需用環錠紡。轉杯紡紗適用針織物物用紗,要大批量、產品比較固定的好還是用轉杯紡。噴氣渦流紡紗適用針織物物和少量的機織物用紗,但要多纖維混合紡紗且是中低支紗的使用噴氣渦流紡經濟效益佳。
9紡紗技術不足的問題及改進建議
噴氣渦流紡產品的應用市場將越來越大;噴氣渦流紡產品的良好服飾性能將會受到人們的追捧。其綜合經濟效益是明顯的。但噴氣渦流紡紗機的設備性能還需進一步完善。目前在實際生產中還有千錠時斷頭率較高、落棉量和回絲量較多、搖架內側和紡錠清潔難做等問題,故噴氣渦流紡設備還有待改進之處,真正提高紡紗生產效率,降低千錠時斷頭率,減少原材料消耗。
9.1在可生產品種及規格上需進一步拓展
目前,生產品種規格在16~50S范圍是理想。品種規格在55S以上的產品質量就不及于傳統環錠紡。在生產品種適應范圍時,噴氣渦流紡紗設備還存在有肯定的缺陷,需要進行技術改造。
9.2牽伸機構的日常清潔工作操作有待提高
由于噴氣渦流紡的牽伸搖架和環錠紡是完全不同的,但其功效是一樣的,在做牽伸機構部位的清潔,擋車工極不方便,甚至無法做到位。它將影響著成紗的產品質量問題。
9.3上銷鉗口隔距適用范圍有待拓展
上銷鉗口隔距只局限于紡棉和化學纖維兩擋固定的隔距,要拓展噴氣渦流紡的產品領域和為了提高成紗的產品質量,應向環錠紡紗那樣隨品種規格而調整。
9.4消極式棉條架有待改進
噴氣渦流紡紗機的棉條架采取的是消極式輸送棉條,在生產過程中,棉條將會產生意外牽伸而影響條干均勻度。應向環錠紡粗紗機后的高架那樣隨紡紗速度的變化而相應地跟著調整。
9.5紡錠等關鍵器材對新型纖維的適應能力有待提高
目前使用的紡錠只使用于生產纖維素纖維,對新型纖維的紡紗而言,將會產生易堵、易損的現象。
(本文作者:宏揚控股集團有限公司洪新強)
免責聲明:本站發布的有些文章部分文字、圖片、音頻、視頻來源于互聯網,并不代表本網站觀點,其版權歸原作者所有。如果您發現本網轉載信息侵害了您的權益,如有侵權,請聯系我們,我們會盡快更改或刪除。
聯系人:楊經理
手 機:13912652341
郵 箱:34331943@qq.com
公 司:昆山市英杰紡織品進出口有限公司
地 址:江蘇省昆山市新南中路567號雙星疊座A2217
